
Разработка комплексной автоматизированной системы управления сложнодинамическими процессами термокомпрессии
Бесплатно
Основная коллекция

Издательство:
НИЦ ИНФРА-М
Автор:
Жаров Максим Владимирович
Год издания: 2015
Кол-во страниц: 8
Дополнительно
Тематика:
ББК:
УДК:
ОКСО:
- ВО - Магистратура
- 01.04.02: Прикладная математика и информатика
- 01.04.03: Механика и математическое моделирование
- 09.04.03: Прикладная информатика
- 09.04.04: Программная инженерия
- 15.04.04: Автоматизация технологических процессов и производств
ГРНТИ:
Скопировать запись
Фрагмент текстового слоя документа размещен для индексирующих роботов
Раздел 3. Информационные технологии в современной металлургии 209 УДК 621.73 DOI 10.12737/8159 РАЗРАБОТКА КОМПЛЕКСНОЙ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ СЛОЖНОДИНАМИЧЕСКИМИ ПРОЦЕССАМИ ТЕРМОКОМПРЕССИИ Жаров Максим Владимирович доцент, к.т.н. ФГБОУ ВПО "МАТИ – Российский государственный технологический университет имени К.Э. Циолковского" 121552, г. Москва, Оршанская ул., д.3, тел. (499) 141-94-53. Е-mail: tomd@mati.ru Рассматривается разработанное прикладное программное обеспечение для автоматизированного контроля за ходом процесса деформирования с использованием классической термокомпрессионной установки. Анализируется блок-схема программы, рассматриваются слабые и сильные стороны нового программного обеспечения. В рамках выполнения работ по созданию автоматизированной си стемы управления термокомпрессионной установкой была создана при кладная программа, целью которой являлось определение отклонения в нагреве ТЭНов термокомпрессионной установки от заданного режима и выработка управляющего сигнала, подаваемого на блок управления для увеличения или уменьшения интенсивности нагрева ТЭНов. Для достижения заданной цели прикладная программа должна ре шать следующие задачи: • обеспечивать возможность введения заданного режима нагрева в по нятной для пользователя форме; • определять величину отклонения температуры в реальном процессе нагрева ТЭНов термокомпрессионной установки от заданного режима; • на основе оценки величины отклонения реальной температуры от за данной, вырабатывать управляющий сигнал для компенсации выявлен ных отклонений; • обеспечивать передачу выработанного сигнала на плату ЦАП/АЦП.
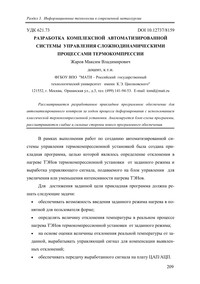
Сборник статей "Современные технологии обработки металлов и сплавов" 210 Рис. 1. Блок-схема прикладной программы TermoControl 0.1 Alpha. Начало Ввод Ттреб., τ треб. Определение Тфакт., τ факт. Сравнение τ=τфакт.=τтреб., Тфакт.= Ттреб. Сравнение τфакт.=τтреб. Тфакт. > Ттреб. Да Нет Да Нет τ = 1, U = max Сравнение Ттреб. - Тфакт. <10 Да Нет U = max Подпрограмма уменьшения U Сравнение Тфакт. - Ттреб. <10 Да U = 0 Нет Подпрограмма увеличения U U = U Окончание τ = τ + 1, U = U Сравнение τ треб. max > τ Да Нет
Раздел 3. Информационные технологии в современной металлургии
211
Блок-схема прикладной программы, получившей название Termo
Control 0.1 Alpha и написанной на языке программирования высокого
уровня Borland С++ представлена на рис. 1. Внешний интерфейс програм
мы TermoControl 0.1 Alpha представлен на рис. 2.
Рис. 2. Внешний вид контрольного интерфейса программы
TermoControl 0.1 Alpha.
Первоначально, для работы системы требуется ввести в программу
необходимые данные, такие как рабочая температура и время процесса.
Ввод информации осуществляется после нажатия кнопки "Plan" (рис. 2).
На экране монитора появляется дополнительное окно для ввода информа
ции, имеющее табличную форму с двумя столбцами и неограниченным
количеством строк. В один столбец ("Time") вводится временная характе
ристика процесса τтреб., а в другой столбец ("Temp.") – соответствующая
заданному в первом. столбце временному значению требуемая температу
Сборник статей "Современные технологии обработки металлов и сплавов" 212 ра нагрева Ттреб. клиновидных сегментов рабочего блока термокомпресси онной установки, в которые установлены ТЭНы. Сущность работы про граммы заключается в определении фактической температуры нагрева клиновидных сегментов Тфакт. в режиме реального времени τфакт., сравнении этой температуры с требуемым значением температуры Ттреб. в анализиру емый момент времени τтреб. и выработки управляющего сигнала напряже нием U в зависимости от результатов сравнения (рис.1). После нажатия кнопки "Start" выполняется команда на включение нагревательных элементов установки, и программа переводится в режим контроля. Контроль и управление осуществляется следующим образом. Сигнал, поступающий на ЭВМ с блока автоматизированного управления и преобразованный из аналогового вида в цифровой код на плате ЦАП/АЦП, несет в себе информацию о температуре нагрева рабочих элементов тер мокомпрессионной установки. Программа анализирует температуру нагре ва, сравнивает ее с требуемой. Если заданная температура еще не достиг нута, то программа генерирует сигнал на продолжение нагрева в макси мальном режиме, в противном случае генерируется команда на отключе ние нагревательных элементов установки или их замедленное нагревание путем подачи меньшего напряжения на ТЭНы от трансформатора. Она по ступает в блок управления через плату ЦАП/АЦП уже в аналоговом виде. После отключения нагрева программа аналогичным образом следит за по нижением температуры, и когда она опустится ниже требуемой, немедлен но генерирует команду на включение нагревательной системы. Для наглядности контроля программа на экране монитора строит график тем ператур, изображенный на рис. 2. По оси OY откладываются значения температур, а по OX – время процесса. Одна кривая изображает заданную оператором температурно-временную зависимость, а другая показывает результат работы контролирующей системы в реальном масштабе вре мени.
Раздел 3. Информационные технологии в современной металлургии 213 Кроме этого необходимо учитывать, что наиболее существенным не достатком изотермической штамповки на термокомпрессионных установ ках после малой производительности процесса является малая величина хода рабочей оснастки термокомпрессионной установки. Именно для того, чтобы получить большую величину хода термокомпрессионной установки для получения достаточно высоких ребер авиационных панелей и обечаек, в ряде случаев предполагается использовать усовершенствованную кон струкцию классической термокомпрессионной установки. Предлагаемая установка характеризуется наличием двух ярусов клиньев рабочего блока [1], перемещение каждого из которых вносит свой вклад в суммарную ве личину рабочего хода установки. Причем первый ярус парных клиньев скрыт во внутреннем кольце рабочего блока, а второй ярус клиньев при мыкает к рабочей зоне центральной части. Еще одной достаточно важной проблемой при работе на термоком прессионной установке является применение двухступенчатой системы нагрева. Необходимость в этой системе заключается в том, что помимо обеспечения заданной скорости перемещения рабочей оснастки необходи мо создать заданные температурные условия деформирования в централь ной рабочей зоне. В том случае, если одновременно нагревать оба яруса клиньев, то деформирование начинается при недостаточной температуре заготовки и деформирующего инструмента. Поэтому задачей системы яв ляется поддержание поэтапного режима нагрева. Сначала, в случае нали чия термокомпрессионной установки с двухъярусной системой клиньев, нагревается до заданной температуры внутренний ярус клиньев. В связи с конструкционными особенностями рабочей штамповой оснастки помимо нагрева внутреннего яруса клиньев может нагреваться и центральный ТЭН этой термокомпрессионной установки. За создание температурного режи ма в области рабочей зоны в том случае, если применяется термокомпрес сионная установка с одноярусной системой клиньев и конструктивно воз
Сборник статей "Современные технологии обработки металлов и сплавов" 214 можно применение центрального ТЭНа, отвечает только первоначально включаемый центральный ТЭН. При этом температура нагрева внутреннего радиуса клиньев и рабо чей штамповой оснастки должна быть равна расчетной температуре изо термической штамповки для выбранного материала заготовки. После до стижения заданной температуры в рабочей зоне включатся нагрев внешне го радиуса клиньев, отвечающих за деформирующий ход термокомпрес сионной установки. К ЭВМ, как к одному из элементов автоматизирован ной системы управления термокомпрессионной установкой, никаких спе цифических требований не предъявляется. Подходит любой IBM совме стимый персональный компьютер с операционной системой Windows 3.1/95/98/NT и выше. Программное обеспечение было опробовано на реальном деформа ционном процессе с применением термокомпрессионной установки, пред ставленной на рис. 3. В процессе проведения работ по реальной изотермической штампов ке элементарных ячеек оребренных панелей из алюминиевых и титановых сплавов при нагреве и выдержке в температурном интервале от 20 до 460 0С было определено, что прикладная программа TermoControl 0.1 Alpha в установившемся режиме обеспечивает точность нагрева ТЭНов ±1 градус от заданной температуры. При нагреве в температурном интервале от 500 до 800 0С при штамповке элементарных ячеек оребренных панелей и обе чаек из титановых сплавов, в установившемся режиме, ошибка температу ры нагрева ТЭНов от заданной увеличивается в некоторых случаях до ±2 градуса. Таким образом, разработанное программное обеспечение позволяет задавать режим работы термокомпрессионной установки любой степени сложности, включающий в себя режимы контролируемого нагрева и штамповки, выдержки, охлаждения и т.д.
Раздел 3. Информационные технологии в современной металлургии 215 1 2 3 4 Рис. 3. Внешний вид АСУ термокомпрессионной установкой: 1 – персональный компьютер; 2 – блок управления режимом нагрева установки; 3 – станина термокомпрессионной установки; 4 – рабочие блоки термокомпрессионной установки. Важно, что предлагаемая автоматизированная система позволяет вы полнять такие сложные, с технологический точки зрения, задачи, как двух- или трехступенчатый нагрев с одновременным деформированием, поддер жание режимов сверхпластичности и изотермической штамповки, поэтап ное снятие нагрузки и т.д. На термокомпрессионной установке с помощью системы автомати зированного управления процессом и разработанной прикладной програм мы TermoControl 0.1 Alpha реализована изотермическая штамповка ореб ренных авиационных панелей из алюминиевых сплавов АМг6 и 1420 в широком диапазоне типоразмеров ребристых панелей и обечаек.
Сборник статей "Современные технологии обработки металлов и сплавов" 216 Библиографический список 1. Галкин В.И. Закономерности компактирования и технология про изводства полых изделий из волокнистых композиционных материалов на металлической основе. Диссертационная работа на соискание ученой степени д.т.н.: 05.16.05. – Защищена в 1996 г. М.: МАТИ, 1996. – 410 с. 2. Паршиков А.Н. Исследование и разработка технологии производ ства панелей с оребрением из алюминиевых сплавов. Автореферат дис сертации на соискание ученой степени кандидата технических наук: 05.16.05. – Защищена 2000 г. – М.: «МАТИ – Российский государственный технологический университет им. К.Э. Циолковского», 2000. – 22 с. 3. Баженов М.Г., Галкин В.И., Жаров М.В., Звердлов Б.В., Лисов А.А., Орлов Л.С. Автоматизированная система управления термо компрессионной установкой. // Измерительная техника – 2003. – № 1. – С. 37-38.